
▲ 2017西泠秋拍
631
戰國·青銅錯金銀越王旨殹(不光)劍
銘文:1. 戉王旨殹曰。
2.戉王旨殹曰。
3.自乍用僉曰。
4.自乍用僉曰。
5.戉王旨殹自乍用僉唯曰。
說明:1. 此為著名的國君越王勾踐第四代玄孫越王殹(不光)佩帶的王劍。
2. 在已知的數把越王旨殹(不光)劍中,此劍在工藝、書法上皆屬上乘,是越國青銅鑄造技術的代表。
3. 劍格與劍首采用金銀混錯技法飾鳥蟲篆,銘文達30字之多。
3. 劍格銘文豎寫橫列,在以往所見傳世或出土的越王者殹劍(包括越王不光劍)中尚是首例,填補了越王者殹劍過渡到越王丌北劍之間在劍格銘文書寫形式上的缺環,歷史價值極高。
5. 古越國即在今杭州,此劍重回故地,王者歸來。
長:49.5cm
RMB: 8,000,000-12,000,000
出版:1. 《塩冶金雄收集品》第二八號,昭和十三年(1938年)。
2. 《開館記念——新田美術館名品圖錄》第十九號,昭和五十一年(1976年)。
越王旨殹劍通長49.5厘米,寬5厘米,寬劍格,劍莖部位配有二個鑄著較細紋飾的箍,劍莖與劍首之間可以看到明顯的鑄接痕。從外觀看,越王旨殹劍通體除二個紋飾箍外,其余各部位皆呈現了加工態。
戰國時期鑄造青銅劍,多數會采用分段鑄造加鑄接工藝,即分別鑄造出劍身及劍首,將劍身及劍首的毛坯都分別加工完成,再將劍身夾在范中鑄接劍格包括劍莖的一部分,最后再鑄接劍首,使之成為整體。在這種工藝思想的范鑄工藝中,會產生出二段鑄接、三段鑄接及四段鑄接等多種鑄接工藝。從外觀看,在此劍的劍格與第一個箍之間的莖表面,有一明顯的澆口斷茬,說明此劍是將先期鑄造并進行了機械打磨加工的劍身,夾在格與莖的范中進行了第一次鑄接,鑄接的長度是接到第二個箍的后面,沒有一次性鑄接到劍首。
劍身的鑄接之所以沒有一次性鑄接到劍首,目的是為了安置紋飾箍。從范鑄工藝的角度看,如果將紋飾箍的幾何形狀制作在劍莖的模上,翻范后,泥范將無法脫模。所以,紋飾箍也需要提前單另鑄造完成。當將劍身與格及莖鑄接后,當時的莖部既無箍亦無首。將莖部的毛坯狀態打磨光滑,并打磨成靠劍首一側細,靠劍格一側粗,這樣的結果,便于箍與莖的緊密配合。按莖的外徑尺寸加工紋飾箍的孔,待紋飾箍的孔與莖配套后,將箍從莖的埠穿入,直到穿不動,成為緊配為止。如果一次性鑄造到劍首,紋飾箍將無法穿入劍莖。所以,我們可以看到莖部的直徑變化,是從靠劍首一側的紋飾箍處相對細,往劍格方向越來越粗。如劍圖所示,在靠劍首一側的紋飾箍與劍莖之間,白色箭頭所指之處,甚至可以看到縫隙。從外觀就可以看到,二個紋飾箍的色澤與莖部的色澤明顯不一致,這是由于箍與莖的合金有差異,導致了銹蝕的結果不同。這一現象可以說明,二個箍與莖部并非同一爐的銅液澆鑄而成。

在發掘出土的戰國青銅劍中,常會看到各種具有同心圓的劍首,亦可看到各種具有銘文的劍首。凡具有這樣的劍首,一般會采用單獨鑄造劍首的工藝進行鑄接。特別是具有銘文的劍首,往往需要錯金或錯銀。如果與劍體一次整鑄,在錯金或錯銀的過程中,由于劍體合金中含錫量相對高,質地較脆,很容易將劍身的鍔部毀斷。所以,一般會分別鑄造出劍首,加工完成后再進行鑄接。
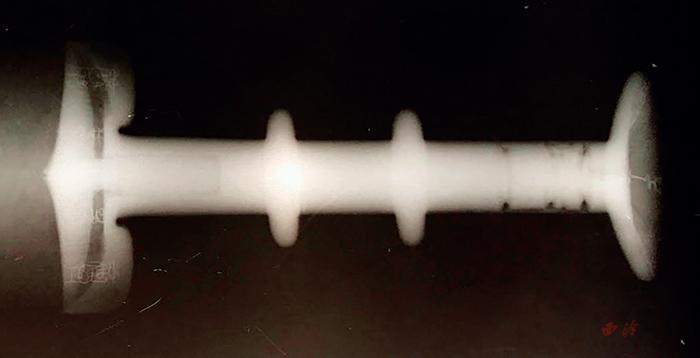
從X光片圖中,我們可以看到此劍的內部結構。在劍格與第一道箍之間,在莖的內部有一長方形的結構,似乎在莖內鑄有一個金屬“芯子”,其實這個“芯子”與前面的劍身為一整體,是鑄劍身時一次鑄造而成,為的是在鑄接格與莖時,有更多的鑄接面積,以保證鑄接后的牢固。在X光片的劍格處,可以看到格的兩邊有二條黑色部分,而在劍的外觀上卻是完整光滑的。這二處黑色部位,是由于鑄接劍的格與莖部時,銅液遇到金屬后,冷卻時造成的內部鑄造缺陷。這樣的鑄造缺陷都會在皮下,外觀上是看不到的。也正是有了這樣的鑄造缺陷,才說明此劍采用了鑄接的工藝。我們知道除極少數物質外,絕大多數物質有熱脹冷縮的性質,銅不在例外。當將銅熔化成液態時,是膨脹了的體積。當將膨脹了體積的銅液澆鑄到范腔之中后,其體積會隨著冷卻而逐漸還原。如果銅液直接與陶范接觸,由于陶范的導熱率差,銅液的體積在范腔中的收縮相對慢。如果在范腔中遇到金屬,而金屬的導熱率遠高于陶范,在范腔中接觸金屬部位的銅液的收縮率,就會大大提高。在鑄接劍的格與莖部時,范腔內夾著劍身,劍身的體積幾乎占滿了格的型腔,當銅液進入到這一部位時,接觸到導熱率快的銅金屬,此處的銅液會立即冷卻及收縮,其收縮率會遠大于其它部位。因此,就會產生內部組織松散甚至空洞的鑄造缺陷。也正是因為具有這樣的鑄造缺陷,說明此劍采用了鑄接工藝,并說明其內部有結構。
在此劍的X光片中,還可看到在靠劍首的莖部,有三條明顯的鑄接痕跡。X光片中這些黑色痕跡的產生,亦是由于銅液進入范腔后,遇到金屬快速收縮造成的。同時說明二個問題,其一是說明此處進行了鑄接,其二是說明此處在鑄接的過程中,出現了問題,沒有一次鑄接成功,而不得不再次鑄接。如這樣的鑄接痕跡,在發掘出土的戰國青銅劍中也不乏看到。
在范鑄工藝的操作中,尤其是合范澆鑄時,由于制約因素較多,可能會產生的問題較多,無人可以保證一次澆鑄完成。出現這樣的問題,對于戰國時期的范鑄工藝而言,是正常的。雖然此劍的內部結構出現此問題,但此劍的鑄后加工工藝做的完好,從外觀上完全看不出上述鑄造缺陷,說明此劍進行了較為細致的鑄后加工。
綜上所述可以看出,此劍的工藝思想,是采用了戰國時期較為普遍的鑄劍工藝,為四段鑄接,六件組合。是分別鑄造出劍身、劍首及紋飾箍,將加工好的劍身夾在范中鑄接劍格與劍莖,將莖部加工后穿入紋飾箍,再鑄接錯好銘文的劍首。
